![[mill]](minimill_09.jpg)
This Web page describes some work on two Minitech Minimill/2 3-axis tabletop mills. This page last updated JUne 7 2011, with revisions Jan 12 2025. To email @ me for details, check my ordering page.
I generally restore old computers, not machine tools. Look at my restoration pages for more about that.
In early 2009 I cleaned up one of these. The rails were all rusted, so I used "Bar Keeper's Friend", an abrasive metal cleaner with some rust-reversing properties, to clean the rails. The Acme threads looked OK and I cleaned and relubricated them. I pulled the old DOS program and copied it to a deskop computer running Windos 98 and MS-DOS. The program appeared to operate but I needed to confirm how to power the mill and connect it to the PC.
I contacted MiniTech and spoke at length with Dave Cummings and Jack White. The company was very cooperative and sent me descriptions of the cabling to the mill from the PC (parallel port), and assured me that Mach 3 (a readily available CAD/CAM software product) could run this mill. They said it pleased them that there was still interest in their early product and they enjoyed how people upgraded or restored these machines. They confirmed that it really DID take a 20A 12V power supply to run these low-voltage steppers.
The a/c cord powers two ac outlets and runs the spindle motor. An external power supply is connected by a two-wire cable. Their original supply was an Astron RS-20 which supplies 12v 20A - jack white positive other negative. Details of the electronics in the mill are below.
I acquired an old high-current power supply and wired it up to the mill. I ran the program and used its manual "jog" features to move the mill around. Sure enough, I could get the mill in motion! So I ran the sample project file, and watch the mill go through its paces. Sure enough, the ammeter showed 12A current draw and surges above that as each motor operated. In Oct 2009 I got a switching supply which I'll try that has more current.
I put the project aside until late in 2009, when a few people discussed small computer milling or drilling machines with me. I've brought up this Web page accordingly.
I spent a day in mid-Nov 2009 to restore the second MiniMill/2 I have, serial number 10XX1.
mill before cleaning up
y axis before de-rusting
x axis before de-rusting
z axis before de-rusting
y axis after derusting
y axis, other end, after
y axis using only steel wool
y axis also using Bar Keeper's Friend
z axis after derusting
mill after cleaning up
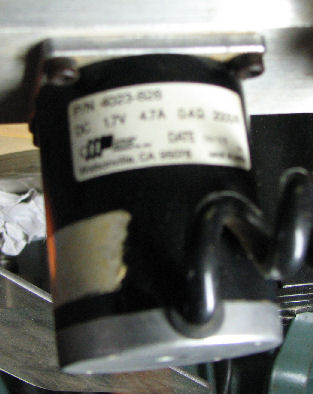
Stepper motors are DC 1.7V 4.7A 0.4 ohms. They are 200 steps/rev, and the Acme threads are 10 per inch, so that's 2000 steps per linear inch. Years later, here's the stepper specifications for Applied Motion Products 4023-828 stepper motors.
The stepper driving circuits draw about 8 to 15 amps, depending on the drive voltages. During stepping, my adjustable power supply sags to 8V at 8A up to 11V at 15A. Otherwise it runs 12 to 16V no load. The stepper circuit and stepper are not an optimal design. Certainly my initial power supply is not beefy enough. (Years later, a 30A 12 switching supply was satisfactory, and a lot lighter than AC transformer-based power supplies.)
Later: I've confirmed these 1.5V steppers DO draw 15-20 A when stepping! Only one axis at a time. From MiniTech docs I see that computer control is from a PC parallel port, to a board with internal optical isolated 4N33's, which drive to UNC5804 stepper controller chips . No encoders, no return signals to PC or "stops" that I see. Range of motion, 5" X 10" X 6" height approximately. The steppers are 200 step per revolution, and that advances the table 1/10 inch; that suggests 2000 steps/inch.
The electronics inside provide an interface to astep/direction pair of control lines to each stepper motor, which is driven by the PC parallel port connection (the DB-25 connector on the mill). Here's a schematic of that interface. For the stepper driver IC's referenced by number, Here's a data sheet for the UNC5804 stepper IC. There may be additional power transistors, driven by the UNC5804 outputs, to handle the 15+ amp surge currents these steppers draw (but I did not check inside the mill).
Many years after these mills were sold, people would update the stepper motors with higher-voltage lower-current steppers, to avoid all this high current. In more recent times, people replaced the PC compatible computer running the MS-DOS program from MiniTech, with a modern microcontroller-based two-axis 3D mill controller which supports G-code commands from a modern PC CAD/3D mill program. It's beyond my purposes here to explain that further.
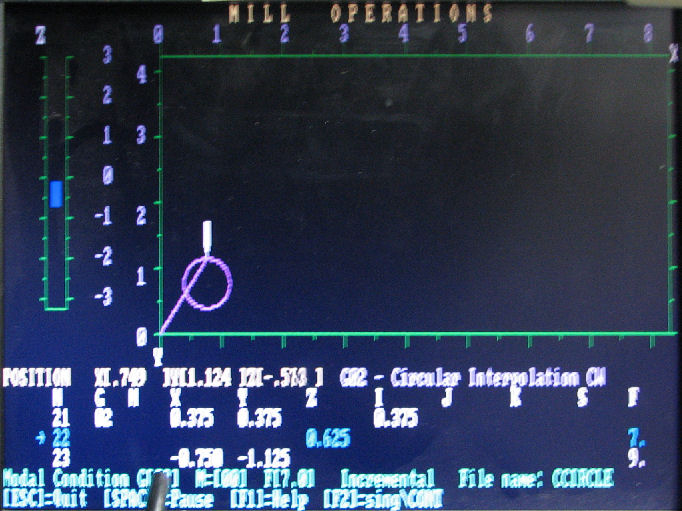
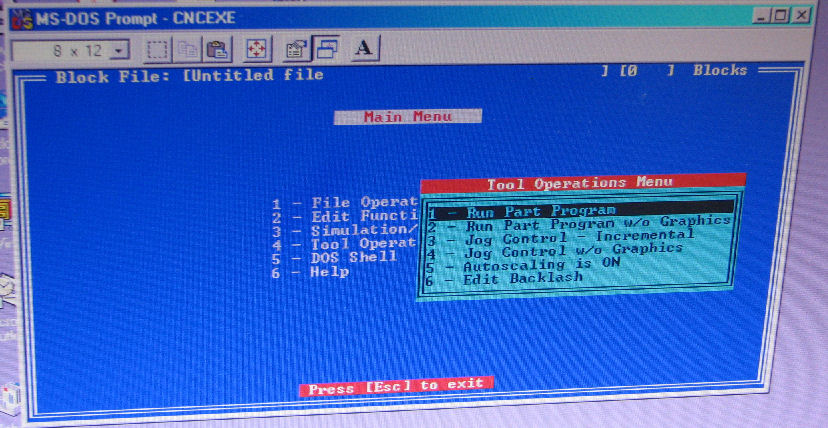
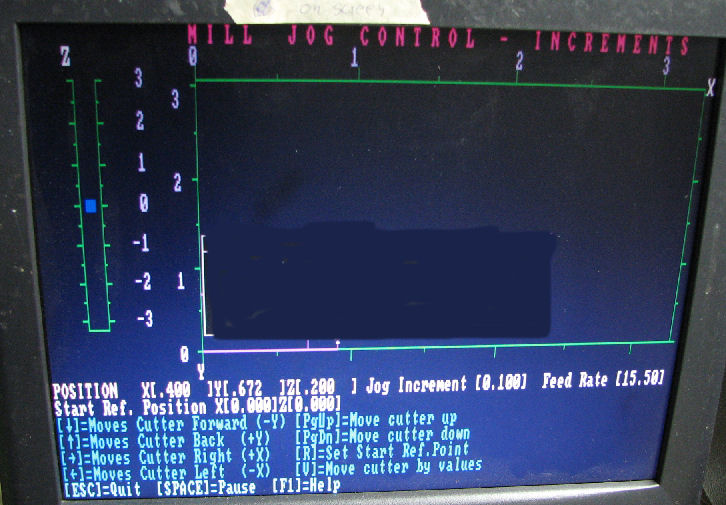
I have the MiniTech CNC program which I got with the mill, Version 5.81 from about 1993. It's a MS-DOS program which provides means to read M-code or G-code files and give step-direction signals to the mill. It also sets up various mills by model, and allows manual "jogs" to the mill. I used the "jog" mode to move each axis back and forth to verify operation of the mill. I ran an available code-file to watch the mill move around. I have screen shots of the program below.
Main screen
Help screen
Jog screen
M-code screen
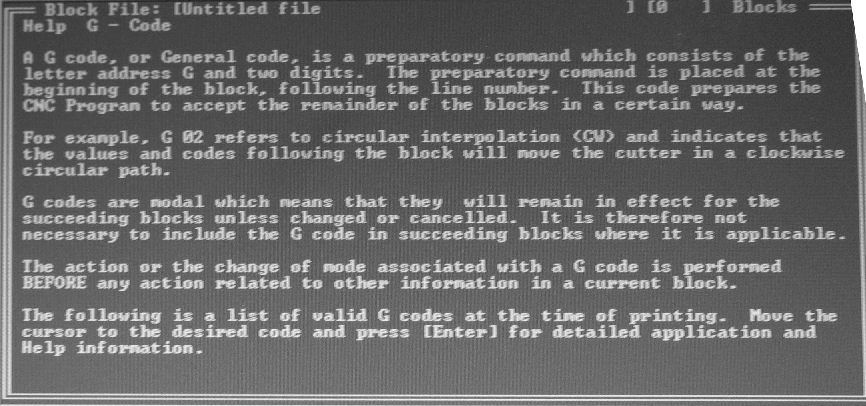
G-code screen
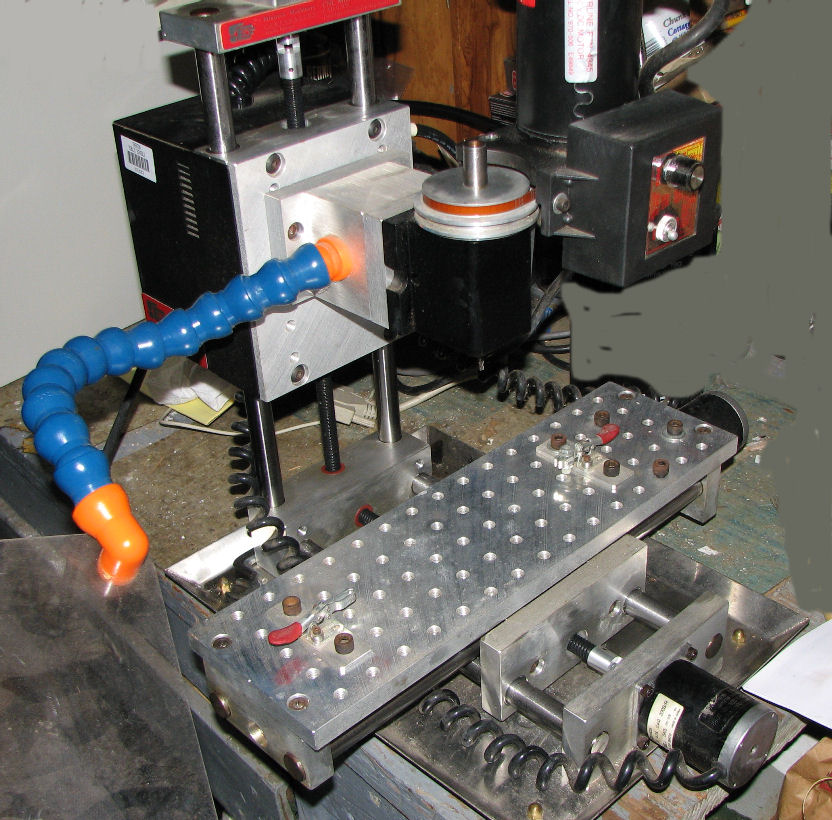
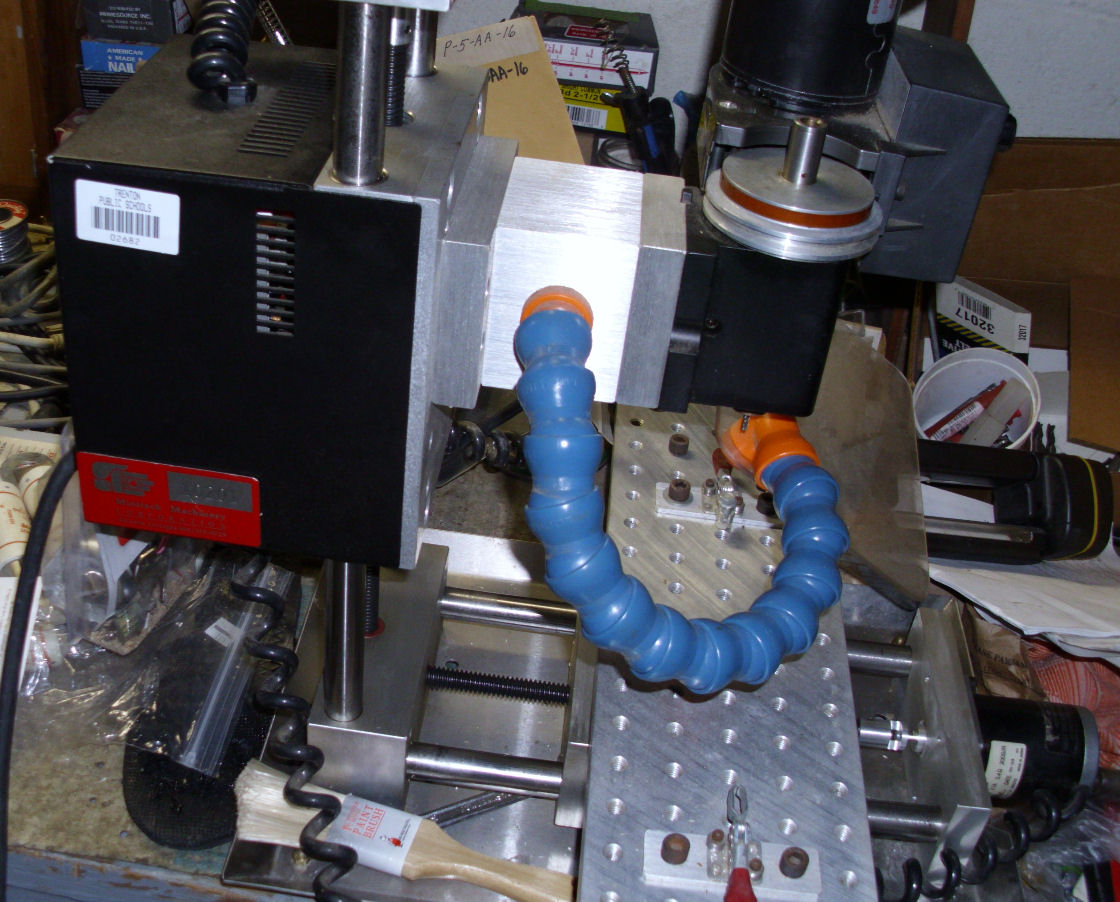
In 2011 I looked the mills' mechanicals over in more detail.
![[mill travel]](minimill_sketch.jpg)
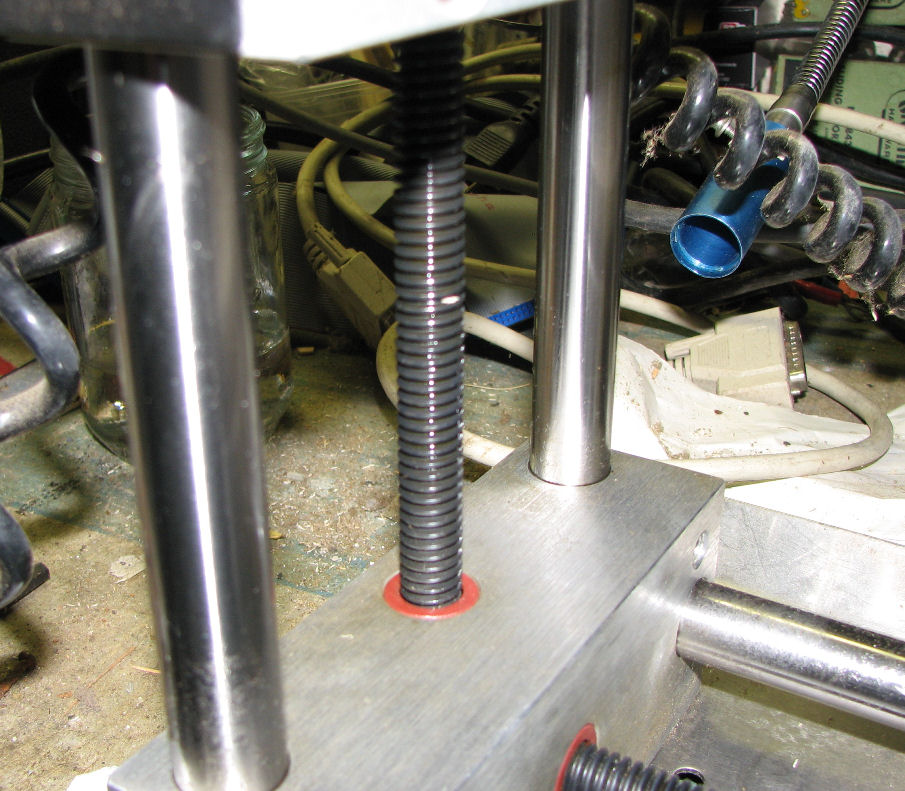
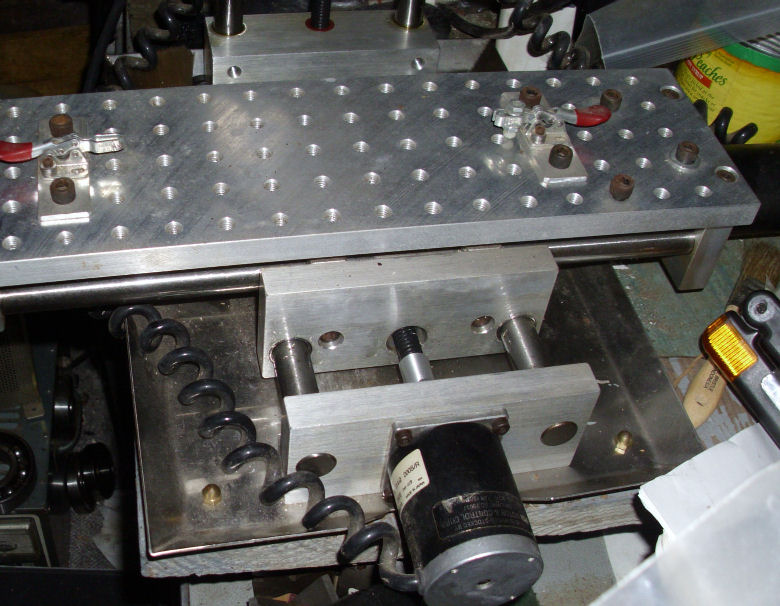
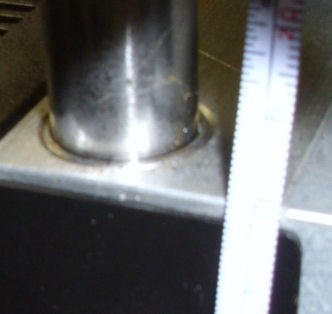
Here's a general sketch of the mill to show travel of the table and head. You can look at the front of the mill, and here is the side view of the mill.. Here's a view of the head.. The rails are 1" diameter, the Acme threaded shaft is 1/2 inch, 8 TPI. The steppers are 200 steps per rotation, so each full step is 1/1600 inch, or 8 steps per 5 mills travel.
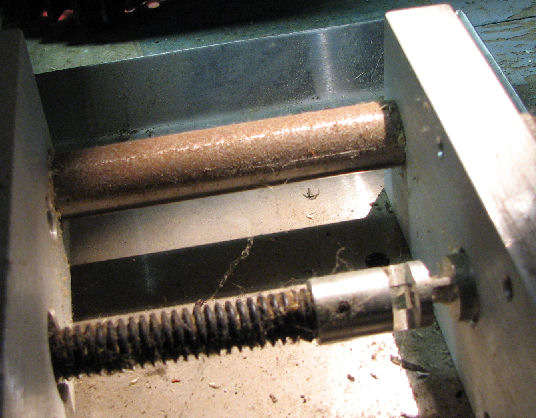
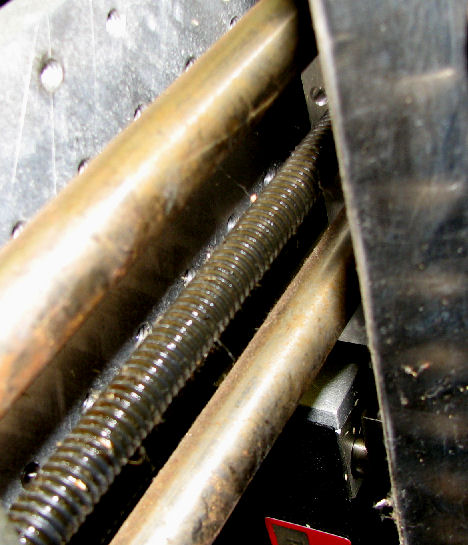
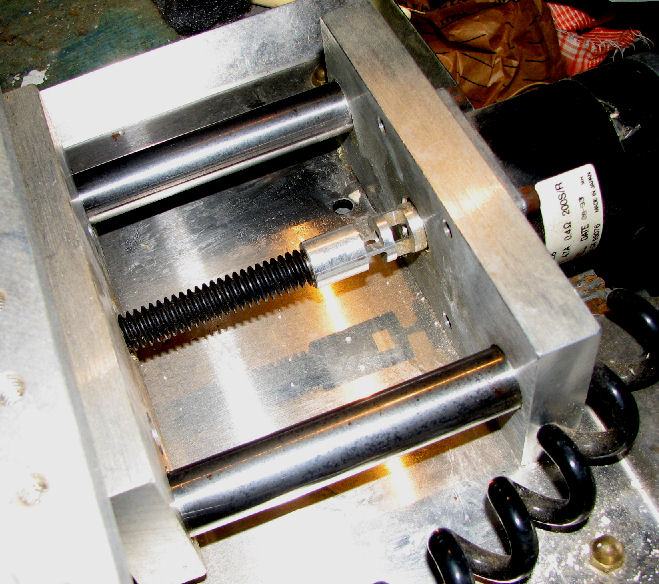
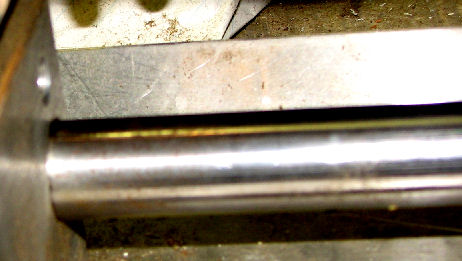
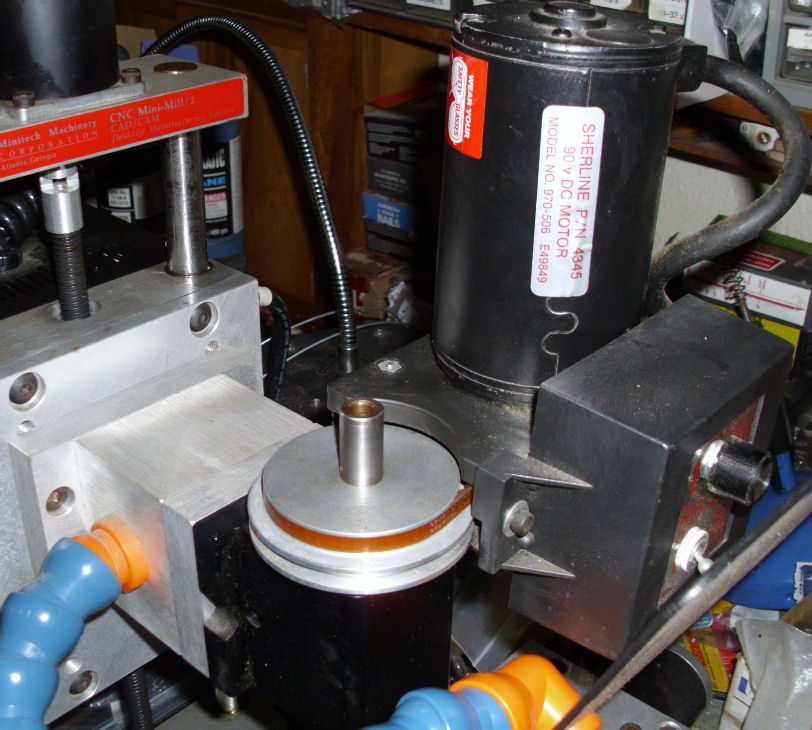
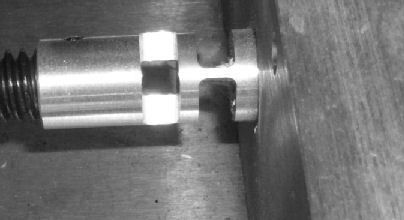
This photo looks at the 1-inch diameter rail of the X-axis and the bearings. There's a similar shot of the 1-inch z-axis rail and bearing. The 1/2 inch 8 TPI Acme threaded drive shafts ride through some kind of plastic Acme nut. The Acme shaft couples to the stepper with a torque dampener of aluminum.
By the way, compare the 2011 photos of the rails to photos after cleaning in 2009. Note that the rust has stopped, thanks I believe to the alkaline action of the Bar Keeper's Friend, plus the 30-weight non-detergent oil I use on such machinery. - Herb
Herb Johnson
Copyright © 2011, 2025 Herb Johnson
New Jersey, USA
here is how to email @ me
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}